Surya TOTO: Uma abordagem incomum
A divisão de engenharia da Surya TOTO foi recentemente desafiada a fundir algo que eles nunca tinham produzido antes. Embora os componentes fundidos para termóstatos sejam produzidos diariamente com sucesso utilizando ligas à base de cobre no processo de fundição a baixa pressão na Surya TOTO, este novo modelo era significativamente diferente e, em alguns aspectos, único em comparação com tudo o que tinham fabricado até então.

Dois fatores principais contribuíram para que esse projeto fosse distinto. Primeiro, o novo fundido tinha de ser à prova de vazamentos usando água pressurizada a até 5 bar. Segundo, o produto foi projetado com seções de paredes muito finas e longas distâncias a serem preenchidas.
Os primeiros projetos de molde foram criados com base na experiência e em exemplos de soluções funcionais para peças semelhantes. Surpreendentemente, embora parecessem promissoras após a inspeção visual, as primeiras peças fundidas apresentaram um desempenho relativamente ruim, resultando em altas taxas de refugo. As peças não passaram na inspeção de qualidade quando se tratou de um teste de vazamento. Para entender os motivos da falha e evitar o problema, os engenheiros da Surya TOTO analisaram o processo de fundição usando o MAGMASOFT®. Os resultados das amostras do chão de fábrica e da simulação estavam de acordo e levaram à conclusão de que a maior parte do problema estava relacionada ao processo de preenchimento da matriz. A abordagem de projeto escolhida, com o maior ataque na parte inferior e dois ataques menores nas laterais, não estava produzindo os resultados esperados. Foi observada uma queda de temperatura durante o enchimento, aumentando o risco de juntas frias. Além disso, bolhas de ar, que podiam ser encontrados na superfície do fundido de tempos em tempos, podiam ser associadas a respingos e turbulência que ocorriam durante o enchimento da matriz.
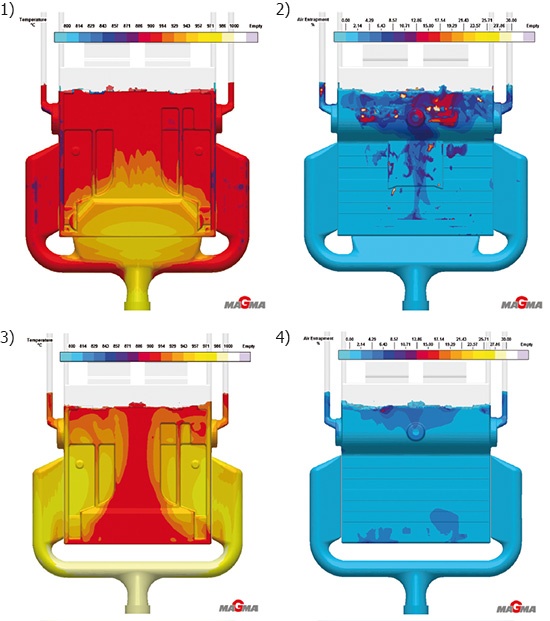
O projeto original apresentava três ataques: um ataque principal no centro da parte inferior e dois ataques laterais para fornecer metal fundido novo à área de paredes finas pelos lados. A avaliação dos resultados da temperatura de enchimento na simulação revelou que esse conceito não funcionava. Durante o enchimento, a maior parte do fundido fluiu principalmente pelo ataque central até o topo do fundido. Os ataques laterais não contribuíram muito para o enchimento da matriz. Consequentemente, as temperaturas do metal na área de paredes finas caíram muito rápida e significativamente, aumentando o risco de juntas frias. Além do preenchimento predominante do lado inferior central, esse projeto criou outro problema. A velocidade do fundido proveniente do ataque inferior era muito alta e gerava respingos durante o processo de enchimento.
A equipe de engenharia da Surya TOTO concluiu que era necessária uma alteração no projeto da matriz para melhorar a situação. No entanto, devido aos recursos necessários para as mudanças na matriz, solicitou-se que as modificações fossem tão pequenas e fáceis de realizar quanto possível. Como parte da redução do esforço na ferramentaria e no chão de fábrica, as possíveis variações do projeto existente foram desenvolvidas e analisadas por meio de simulação numérica antes de iniciar as modificações. Com base nas conclusões anteriores sobre o projeto existente, o ataque inferior e a curva de pressão de enchimento foram escolhidos para serem alterados. No entanto, em vez de diminuir a vazão no ataque principal por meio de uma redução do diâmetro ou da largura, a equipe de engenharia da Surya TOTO decidiu tentar remover completamente o ataque. Essa solução, se bem-sucedida, não apenas resolveria os problemas observados, mas também aumentaria o rendimento e melhoraria a relação custo-benefício geral do processo de produção. Para testar e validar o novo projeto, os engenheiros consultaram novamente os resultados da temperatura de enchimento e da pressão do ar do MAGMASOFT. A otimização baseada em simulação também incluiu o aprimoramento da curva de pressão de enchimento desse novo projeto para minimizar os respingos do metal fundido e o aprisionamento de ar.
Os resultados do novo projeto foram promissores e indicaram melhorias significativas. O perfil de temperatura de enchimento para a área de paredes finas foi consideravelmente mais vantajoso, mantendo o fundido na seção do produto propensa a juntas frias acima da temperatura liquidus por tempo suficiente para eliminar o risco de defeitos. Além disso, os respingos e a turbulência foram consideravelmente reduzidos pelo enchimento exclusivamente através dos canais laterais. Consequentemente, o risco de bolhas de ar foi significativamente reduzido. Com base nesses resultados, a equipe de engenharia decidiu que esse projeto valia o esforço e estava pronto para um teste real no chão de fábrica.
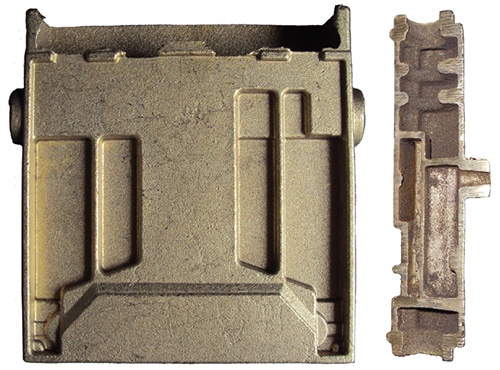
As peças fundidas produzidas com o novo molde e as configurações da curva de pressão foram cuidadosamente examinadas quanto a defeitos, especialmente os observados anteriormente. O exame visual e metalográfico e os testes de vazamento apresentaram resultados positivos. Para documentar o desempenho do processo e garantir a qualidade do fundido, o novo projeto da matriz foi avaliado com base em 5 critérios de qualidade diferentes, variando de "insatisfatório" a "muito bom". Esse sistema de classificação individual é um procedimento padrão para todos os novos moldes da Surya TOTO. Um novo molde é considerado apto para a produção se tiver um critério de qualidade geral "bom", o que significa que o molde atende a 80% das condições exigidas para o processo diário de fabricação. Para o novo design do termostato, as classificações aumentaram substancialmente, atendendo agora aos requisitos.
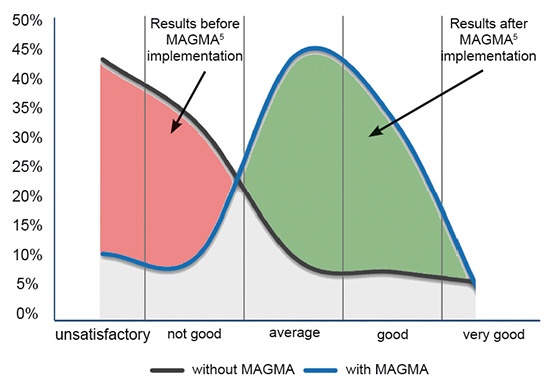
Como resultado da otimização bem-sucedida do molde do termostato, o MAGMASOFT® passou a ser obrigatório para o desenvolvimento de todos os novos moldes na Surya TOTO. Antes dessa implementação, 80% de todos os novos moldes eram inicialmente classificados como abaixo da média e eram necessárias modificações dispendiosas para que esses moldes estivessem prontos para a produção diária. Depois que o MAGMASOFT® foi totalmente implementado, essa taxa foi reduzida de 80% para apenas 20%, o que representa um aumento significativo na taxa de sucesso inicial. Isso se materializou em muitas vantagens adicionais, incluindo os recursos e as capacidades dos engenheiros da Surya TOTO para assumir novos desafios no futuro.
Surya TOTO Indonesia foi a primeira fábrica no exterior da TOTO Japão e foi inaugurada em 1977. A própria TOTO foi fundada em 1917 como fabricante de louças sanitárias de cerâmica e ferragens para encanamento, e cresceu para se tornar a líder industrial do Japão em produtos relacionados a louças sanitárias e encanamento. No século XXI, a TOTO também é uma empresa que se dedica a melhorar nosso estilo de vida e, ao mesmo tempo, preservar nosso meio ambiente com a ajuda de produtos ecologicamente corretos. Entre muitos outros elogios, a Surya TOTO foi recentemente distinguida como uma das 50 melhores empresas indonésias pela Forbes Indonésia.
Texto e imagens cortesia de Surya TOTO, Indonésia