Além do escopo da especialização
Os especialistas em fundição estão associando os defeitos de fundição às suas prováveis causas, utilizando anos de experiência. No entanto, mesmo os olhos de um especialista não conseguem ver detalhes que a simulação do MAGMASOFT® pode exibir virtualmente. A PT. Akebono Brake Astra Indonesia é uma das fundições que implementou a metodologia de engenharia autônoma do MAGMASOFT® para apoiar seus especialistas e reduzir a incerteza.
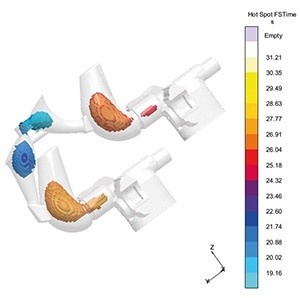
A empresa fabrica cilindros mestres no processo de fundição por gravidade, utilizando dois sistemas de alimentação diferentes. Na produção de uma única peça, surgiram três defeitos de fundição principais: impurezas na superfície, emendas e porosidade (Fig. 1). Dois desses três problemas foram ainda intensificados, dependendo do sistema de alimentação utilizado. Os especialistas da Akebono tiveram que encontrar soluções para os defeitos a fim de combater as crescentes taxas de rejeição.

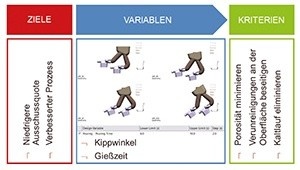
Na primeira sessão de brainstorming, anos de experiência em trabalhos de fundição permitiram que os funcionários da Akebono reduzissem diretamente todas as possibilidades às causas mais prováveis. As impurezas e os defeitos de emendas foram atribuídos a uma velocidade de metal muito lenta durante o enchimento. A segunda causa dos problemas estava relacionada aos óxidos na superfície fundida. Uma próxima causa possível era o teor de hidrogênio na fusão. O último fator identificado que resultou em maior porosidade foi o rechupe devido a um ponto quente existente na fundição. Após o brainstorming, os especialistas queriam validar suas ideias usando o MAGMASOFT®. O software permitiu que os funcionários implementassem virtualmente suas ideias e determinassem quais delas levariam ao melhor resultado na realidade (Fig. 2). Ao simular seu processo de produção atual, a Akebono conseguiu identificar seus principais problemas usando o software.
Graças ao amplo conhecimento adquirido por meio da simulação com o MAGMASOFT®, a empresa agora pode se concentrar nas causas de defeitos realmente prevalentes: velocidade lenta de metal, rechupe devido ao ponto quente e impurezas/óxido na superfície fundida. Como a empresa tinha como objetivo melhorar todo o processo, o que também incluía resolver as causas de defeitos restantes, eles decidiram usar o Design of Experiments (DoE) disponível no MAGMASOFT® engenharia autônoma como padrão.
Como primeiro passo, as variáveis foram definidas combinando os resultados do MAGMASOFT® e as soluções potenciais previamente discutidas. Para melhorar o método de fundição por gravidade, a Akebono decidiu variar o ângulo de fundição (Fig. 3). Uma opção era a posição vertical da matriz e a segunda opção era posicioná-la a 35 graus. Além disso, a velocidade de vazamento foi variada entre 6, 8 e 10 segundos, enquanto o objetivo era evitar defeitos de emendas. A última variação consistiu em dois sistemas de alimentação diferentes (Sistema A e Sistema B).
Após a inserção das variáveis, a engenharia autônoma do MAGMASOFT® calculou todas as combinações de projeto possíveis e forneceu uma classificação. A ordem do projeto foi de acordo com os critérios previamente definidos e sua priorização. Para os especialistas da Akebono, o melhor projeto incluía a eliminação do processo de inclinação para uma fundição plana, a redução do tempo de vazamento para 6 segundos e a escolha do sistema de alimentação A.
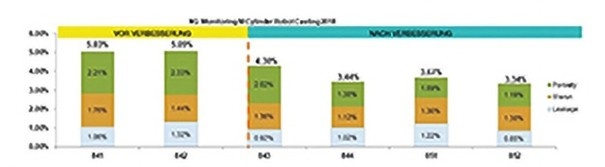
Para a Akebono, a combinação de sua própria experiência e da simulação do MAGMASOFT® levou a uma melhoria significativa: a taxa de rejeição caiu 36% (Fig. 4). Sem o MAGMASOFT®, não seria possível ter certeza de que a melhor solução havia sido escolhida. Mesmo os olhos de um especialista não conseguem ver o que a simulação pode mostrar.
PT. Akebono Brake Astra Indonesia
A Akebono Brake Astra Indonesia é uma fabricante de sistemas de freios para veículos de duas e quatro rodas. A empresa é de propriedade conjunta da Akebono Industry Japan e da Astra Otoparts Indonesia. Sua produção inclui processos de usinagem, pintura e montagem, além de processos de fabricação especiais para pastilhas de disco e lonas de freio. Sua linha de produtos de freios a disco e conjuntos de freios a tambor para automóveis representa 75% do mercado automotivo nacional, enquanto a produção de freios a disco e conjuntos de cilindros mestres para motocicletas representa 40% do mercado nacional de motocicletas. Seus clientes são fabricantes de equipamentos, serviços de equipamentos e mercados pós-venda.