A engenharia autônoma contribui para o cumprimento dos objetivos do projeto na fundição de alumínio sob baixa pressão
A Döktaş Manisa realizou um projeto para reduzir o peso de uma peça de suporte de extensão. O objetivo era converter o material e o processo de fundição em areia de ferro fundido para fundição sob baixa pressão de alumínio, incluindo um tratamento térmico T6, garantindo simultaneamente as especificações e propriedades mecânicas exigidas.
O suporte utilizado em caminhões pesados tinha sido fabricado como uma peça de fundição em areia de ferro nodular. A Döktaş foi contactada pelo OEM para avaliar a viabilidade de fabricar a peça em alumínio, mantendo as especificações definidas pelo cliente. Após uma análise preliminar e discussões sobre a viabilidade, foi selecionada uma liga de alumínio AC 43300 como material, e a fundição sob baixa pressão, incluindo um tratamento térmico T6, foi definida como o processo preferencial.
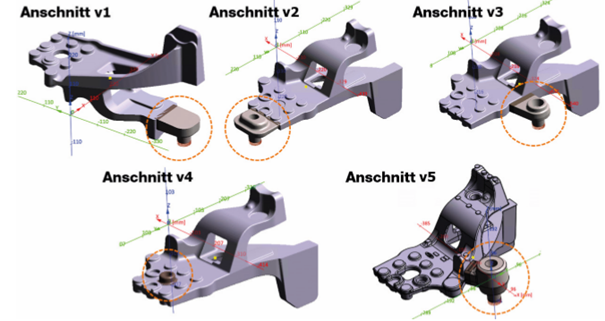
O principal desafio para os engenheiros da Döktaş para atingir os objetivos do projeto foi a espessura de parede não homogênea da peça. Isto poderia causar uma solidificação longa e não homogênea, resultando em problemas de alimentação e, em última análise, levando ao risco de defeitos de contração. Por isso, a equipe de engenharia da Döktaş concebeu cinco opções diferentes de sistemas de entrada de material e comparou-as utilizando a engenharia autônoma MAGMASOFT®.
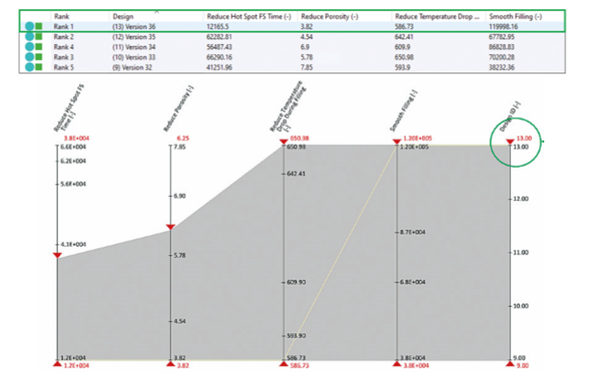
Na primeira fase do projeto, as cinco alternativas de sistemas de alimentação foram avaliadas para selecionar uma delas para o projeto final da peça e da ferramenta. Para compreender a eficiência dos sistemas de alimentação, diferentes objetivos foram avaliados sistematicamente utilizando os seguintes critérios de qualidade do MAGMASOFT®: "Preenchimento Suave", "Reduzir o Tempo de Solidificação local crítico", "Reduzir a Queda de Temperatura Durante o Preenchimento" e "Reduzir a Porosidade". O estudo de otimização foi realizado considerando estes critérios como objetivos. Além disso, as propriedades mecânicas exigidas foram definidas como meta, priorizando "Reduzir o Tempo de Solidificação local crítico" e "Reduzir a porosidade" como os principais objetivos. Após avaliar todas as opções de projeto em relação aos principais objetivos, a versão 5 de entrada de material — que era o projeto 13 na análise do MAGMASOFT®— foi escolhido como o melhor projeto.
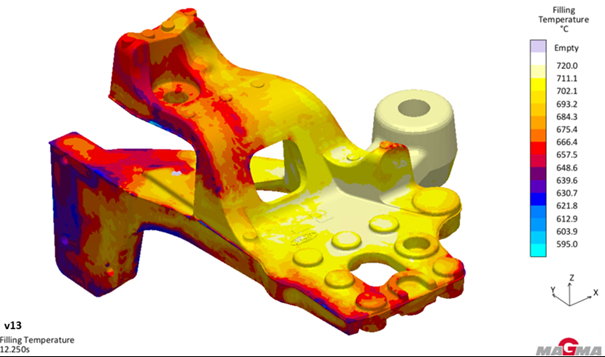
As razões para a escolha da versão 5 de entrada de material incluíram: ¬ Padrão de fluxo adequado para encher a cavidade ¬ A entrada de material localizada na área central da peça ajuda a controlar e reduzir a queda de temperatura no ponto quente durante o enchimento. ¬ A entrada de material localizada numa das secções mais espessas da peça leva à redução de pontos quentes e porosidade durante a solidificação. ¬ O processo de solidificação conduz às propriedades mecânicas desejadas. Na segunda fase do projeto, foi realizada a otimização do enchimento e da solidificação para a entrada de material escolhida. Utilizando os resultados com o projeto de entrada de material ótimo selecionado, o sistema de refrigeração foi projetado e os parâmetros foram selecionados com base na avaliação dos resultados de solidificação do MAGMASOFT®. Foram realizados os primeiros ensaios com esses parâmetros e foram implementados ajustes através da comparação entre os ensaios da ferramenta e a análise do MAGMASOFT®.
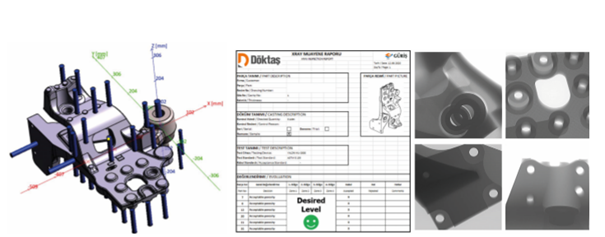
Na fase final do projeto, o projeto e a fabricação das ferramentas foram finalizados com base nas conclusões do MAGMASOFT®. Os primeiros ensaios foram realizados utilizando parâmetros de processo identificados através do MAGMASOFT®. Após o início da produção com o projeto de canal de alimentação e os parâmetros de processo aprovados, todos os resultados relevantes para o cumprimento das especificações exigidas foram avaliados pela equipe de projeto da Döktaş. Em conclusão, os objetivos relativos ao nível de porosidade e às propriedades mecânicas foram alcançados com sucesso com o projeto de canal de alimentação determinado através da engenharia autônoma do MAGMASOFT®.

Conforme se pode ver nos relatórios de inspeção de qualidade, a produção em série pôde começar conforme planejado. O resultado bem-sucedido do projeto foi também confirmado pelos resultados dos ensaios de tração.
Do ponto de vista da empresa, a Döktaş conseguiu atingir com sucesso as principais metas do projeto, e a conversão de material e processo foi aprovada pelo cliente OEM. Para a Döktaş, a capacidade de realizar sistematicamente este tipo de projetos utilizando a engenharia autônoma MAGMASOFT® é um ativo muito importante para o seu trabalho futuro com a indústria automobilístrica. Cortesia da Döktaş e da Ford
Sobre a Döktaş
A Döktaş é a empresa líder da indústria de fundição turca, fabricando componentes fundidos de ferro e alumínio para as indústrias automobilísticas, de camiões pesados, de construção agrícola e de construção de máquinas. A Döktaş foi fundada pela Koç Holding em Bursa em 1973 e a primeira produção teve início em 1977. A unidade de negócios de Orhangazi produz peças fundidas de ferro bruto e usinadas. As peças fundidas de alumínio e as rodas de alumínio são fabricadas na fábrica de Manisa.
A Döktaş tem vindo a prosseguir as suas atividades sob a denominação Döktaş Dökümcülük San. ve Tic. A.Ş. e faz parte do Grupo Güriş desde junho de 2018.
"Cortesia da Ford"