Reduced Scrap Rates and Shorter Cycle Times
PT Kayaba in Indonesia optimized the gating system of a front fork component with MAGMASOFT®. Using simulation, it was possible to increase the yield, reduce the scrape rate, shorten the cycle time and also improve the mechanical properties, which all led to cost savings.
PT Kayaba produces aluminum gravity die cast components for the automotive sector such as shock absorbers, front forks, oil cushion units, and stay dampers. The primary focus is on the local automotive market in Indonesia, but an increasing portion of the production is being exported to customers in South East Asia and Japan.
Since 2002 PT Kayaba has been using MAGMASOFT® to optimize and support all their casting projects and processes. The following example illustrates the optimization of the filling process of a front fork component - an aluminum outer tube of a front shock absorber for a motorcycle manufactured using a gravity die casting process.

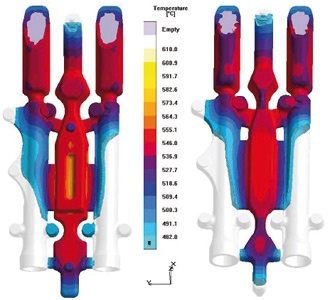
The original design of the gating system of the front fork led to several problems that were detected by MAGMASOFT®. The top ingate was filled too quickly and this caused casting defects due to turbulence and a large amount of entrapped air. The filling pattern led to a hotspot and a shrinkage defect in the bottom of the casting. In addition, the yield was only about 49%. Goal of the MAGMASOFT® simulation was a casting made right the first time, a scrap rate as low as possible, as well as an increase in performance.

In addition, an analysis on the shop floor showed that, with a 500 kg capacity holding furnace and a 4.15 kg total casting weight, the production of a single batch is only about 120 castings. After improvement with casting process simulation, the front fork casting had a total weight of only 3.1 kg. This meant an increase in productivity, with the total number of components per batch now at more than 160 pieces. The improved gating system also shows little turbulence during filling. The hotspot and shrinkage problem in the bottom of the casting are also eliminated. Through the new leaner runner bar, the yield is improved by around 18.5%. The higher yield also means a faster filling time, and thinner walls lead to a shorter solidification time which mean a reduction in cycle time of 10%.
Kayaba tested the yield and tensile strength of the components and realized that these mechanical properties were increased. The cost benefits from this project save PT Kayaba US $ 40,000 annually with the use of MAGMASOFT®.