Methodical Assessment of Different Casting Layouts
At ZI in Bergzabern, Germany, the new virtual experimentation capabilities in MAGMA5 were recently used to make a successful comparison of different production alternatives for a gear housing.
Even consistently applying casting process simulation, the increasing complexity of cast parts and the variety of quality requirements make it more and more difficult to come to an early and robust decision regarding the optimal design of dies and molds. One example is a high pressure die-cast gear housing produced at ZI in Germany. On receipt of the CAD data, a suitable production plan was to be developed using casting process simulation. Several experience-based proposals regarding casting positions and gating concepts were generated and prepared for analysis to identify the best solution.
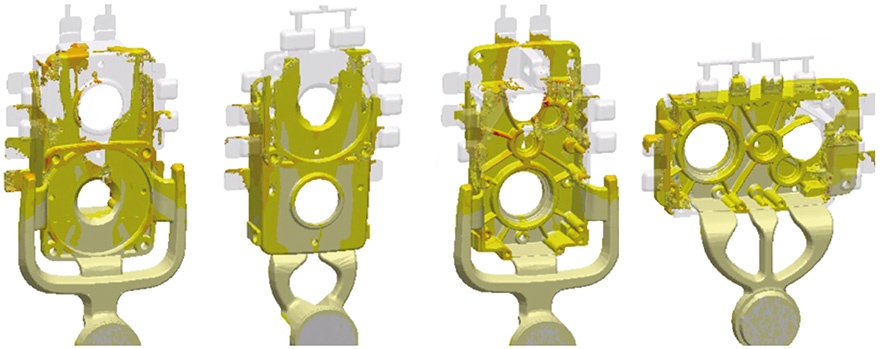
Four different start designs were chosen by the ZI-team for detailed analysis. Special attention was paid to avoiding cold shuts and porosity. The evaluation of the filling and solidification simulation specifically considered the temperature distribution, melt velocity and air pressure over the course and at the end of filling the die. At a piston speed of 3 m/s, there were no longer indications for cold shuts, but all the designs showed locally entrapped air and macroporosity.
A direct comparison and assessment of the various criteria defining the overall part quality was carried out based on 3D animations and results. Due to the quite different casting concepts, the identification of the best design and a reduction or elimination of the remaining problems was not easy based solely on this visual analysis.
To successfully draw a clear and conclusive comparison including all variations and variables, the experts at ZI used the new capabilities of the MAGMA5 Rel. 5.3 Assessment Perspective. After importing the previously simulated project versions, the results were instantly available for assessment using the new tools, without the need for repeating the calculations. The objectives to be fulfilled were quickly defined in the Optimization Perspective of the software, using the relevant parameters and quality criteria: ‘Smooth Filling’, ‘Air Pressure’, ‘Hot Spot FS Time’ and ‘Porosity’ were set up to consider needs for quality, while cost objectives were represented by the yield value.
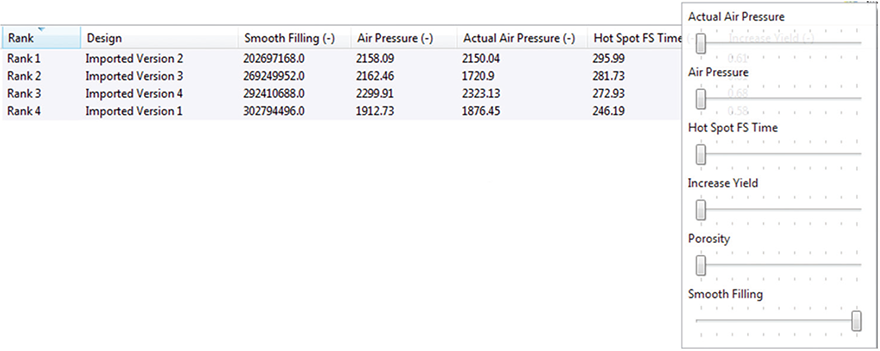
To begin the comparison, the ranking of the different designs was consulted first. Weighting all criteria with the same importance, design 2 was identified as the best trade-off. Shifting the ranking of priorities between objectives, different variations could be quickly checked. For example, the effects on the achievable quality when decreasing the yield by X % could be investigated. Taking into consideration that design 2 had by far the highest overall machining requirements, the ZI experts decided to continue the optimization of design 3.
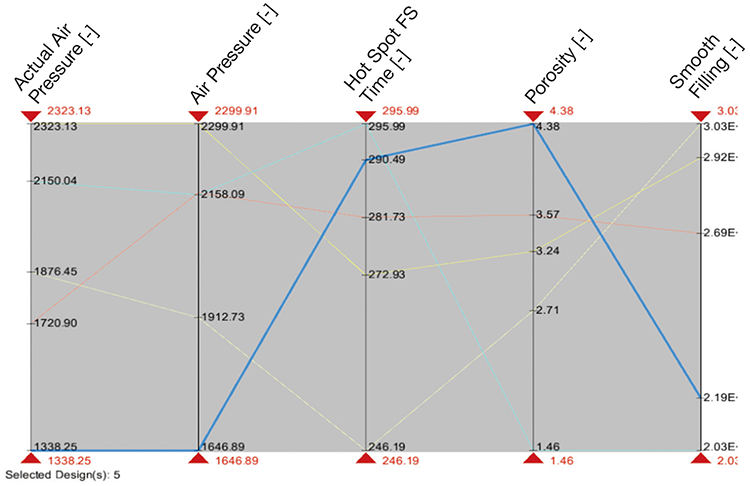
Due to the fact that areas with unacceptable porosity levels were indicated in design 3, a further modification of the casting layout was necessary. This led to a flow-optimized gating design and re-sized overflows. In addition, the ejection orientation was changed to make the process more robust. The simulation results of this 5th design were quantitatively compared with the results of the first four designs in the Assessment Perspective. In the Parallel Coordinates Diagram, the effects of the applied changes on each quality criterion were directly visualized. The evaluation of both, filling and solidification behavior of design 5 finally delivered satisfying results.
The systematic approach to assess completely different casting concepts with the new optimization and assessment tools of MAGMA5 Rel. 5.3 was instrumental for ZI to quickly make critical and sound decisions. 3D simulation results which were difficult to compare qualitatively were summarized and visualized as quantitative characteristic values, allowing a direct comparison and criteria-based evaluation for particular areas of the casting as well as the process as a whole. The combination of the employees’ casting expertise, gained over many years, with the ability to make quantitative comparisons of quality and cost criteria in the MAGMA5 Assessment Perspective will lead to changes in the evaluation of casting process layouts at ZI, speeding up the workflow and increasing the robustness of decisions.
The ZI Aluminium-Druckguss GmbH is a renowned producer of aluminum high pressure die-cast components. For over 40 years, high quality products for the machine construction industry have been produced in Bad Bergzabern, Germany, with more and more customers from different industry branches also being served since 2003. The on-time realization of specification-compliant parts at a competitive price is the company’s core competence. To achieve this goal, the ZI experts support their customers starting from the product development phase. The resulting long-term business relations are the foundation of the company’s success.
* Text and images courtesy of ZI Aluminium-Druckguss GmbH, Germany